Desain, Material, dan Sisi Ekonomis dari Pengecoran Logam

Bab ini menjelaskan pertimbangan desain umum dan pedoman untuk logam casting dan menyajikan saran untuk menghindari cacat. Bab ini juga menggambarkan karakteristik paduan yang biasanya dicetak, bersama dengan aplikasi khasnya. Karena ekonomi operasi pengecoran sama pentingnya dengan aspek teknis, Bab ini juga secara singkat menguraikan faktor-faktor ekonomi dasar yang relevan dengan operasi pengecoran.
Pertimbangan Desain Pengecoran
Pertimbangan Desain Umum
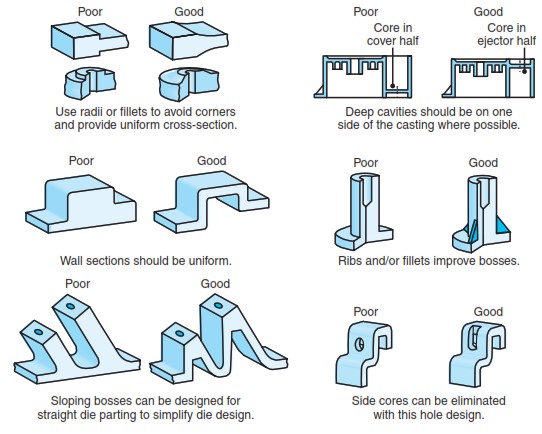
Ada dua jenis masalah desain dalam pengecoran: (a) fitur geometris, toleransi, dll., yang harus dimasukkan ke bagian dalam dan (b) fitur cetakan yang diperlukan untuk menghasilkan pengecoran yang diinginkan. Desain coran yang kuat biasanya melibatkan hal-hal berikut:
- Desain peralatan agar bentuknya mudah dicetak.
- Pemilihan proses pengecoran dan bahan yang cocok untuk komponen, ukuran, yang dibutuhkan volume produksi, sifat mekanik, dan sebagainya.
- Tempatkan garis perpisahan cetakan di komponen.
- Tempatkan dan rancang gerbang untuk memungkinkan pengumpanan rongga cetakan yang seragam dengan logam cair.
- Pilih geometri runner yang sesuai untuk sistem.
- Cari fitur cetakan, seperti sprue, layar, dan riser, yang sesuai.
- Pastikan kontrol yang tepat dan praktik yang baik diterapkan.
Paduan Pengecoran
Paduan Nonferrous
- Paduan Aluminium: Paduan aluminium memiliki berbagai sifat mekanik, terutama karena berbagai mekanisme pengerasan dan perlakuan panas yang dapat digunakan dengannya. Paduan ini memiliki konduktivitas listrik yang tinggi dan ketahanan korosi atmosfer umumnya baik. Namun, perlawanan mereka terhadap beberapa asam dan semua alkali buruk, dan perawatan harus dilakukan untuk mencegah korosi galvanik. Mereka tidak beracun, ringan, dan memiliki kemampuan mesin yang baik. Kecuali untuk paduan dengan silikon, mereka umumnya memiliki ketahanan yang rendah terhadap keausan dan abrasi. Berbasis aluminium paduan memiliki banyak aplikasi, termasuk penggunaan arsitektur dan dekoratif. Sebuah tren meningkat adalah penggunaannya dalam mobil, untuk komponen seperti blok mesin, kepala silinder, intake manifold, kotak transmisi, komponen suspensi, roda dan rem. Bagian yang terbuat dari paduan aluminium dan magnesium dikenal sebagai logam ringan coran.
- Paduan Magnesium: Massa jenis terendah dari semua paduan pengecoran komersial adalah mereka yang berada dalam kelompok berbasis magnesium. Mereka memiliki ketahanan korosi yang baik dan kekuatan sedang, tergantung pada perlakuan panas tertentu yang digunakan. Aplikasi khasnya adalah roda otomotif, housing mesin, dan berpendingin udara blok mesin.
- Paduan Tembaga: Meskipun agak mahal, paduan berbasis tembaga memiliki keuntungan dari konduktivitas listrik dan termal yang baik, ketahanan korosi, dan tidak beracun, serta sifat keausan yang cocok untuk bahan bantalan. Berbagai macam paduan berbasis tembaga tersedia, termasuk kuningan, perunggu aluminium, fosfor, perunggu, dan perunggu timah.
- Paduan Zinc: Kelompok paduan titik leleh rendah, paduan berbasis seng memiliki sifat yang baik ketahanan korosi, fluiditas yang baik, dan kekuatan yang cukup untuk aplikasi struktural. Paduan ini biasanya digunakan dalam die casting, terutama untuk bagian dengan dinding tipis dan bentuk yang rumit.
- Paduan bersuhu tinggi: Paduan suhu tinggi memiliki berbagai sifat dan biasanya memerlukan suhu hingga 1650 °C (3000 °F) untuk pengecoran titanium dan superalloy, dan bahkan lebih tinggi untuk paduan refraktori (Mo, Nb, W, dan Ta). Teknik khusus digunakan untuk menggunakan paduan ini untuk nozel dan berbagai komponen mesin jet dan roket. Beberapa paduan suhu tinggi lebih cocok dan ekonomis untuk pengecoran daripada untuk membentuk dengan metode manufaktur lainnya, seperti penempaan.
Paduan Ferrous
- Besi: Besi cor mewakili jumlah terbesar dari semua logam cor, dan mereka dapat dicetak dengan mudah menjadi bentuk yang rumit. Mereka umumnya memiliki beberapa sifat yang diinginkan, seperti ketahanan aus, kekerasan tinggi, dan kemampuan mesin yang baik. Istilah besi cor mengacu pada keluarga paduan, mereka diklasifikasikan sebagai besi cor kelabu (gray iron), besi ulet (nodular atau spheroidal), besi putih tuang, besi lunak, dan besi grafit padat.
- Baja: Karena suhu tinggi yang dibutuhkan untuk melelehkan baja (hingga sekitar 1650 ° C, atau 3000 ° F), casting baja membutuhkan pengalaman yang cukup. Suhu tinggi melibatkan kesulitan dalam pemilihan bahan cetakan, terutama mengingat reaktivitas tinggi baja dengan oksigen selama peleburan dan penuangan logam. Pengecoran baja memiliki sifat yang lebih seragam (isotropik) daripada yang dibuat dengan proses kerja mekanis. Baja tuang dapat dilas; Namun, pengelasan mengubah mikrostruktur cor di zona yang terkena panas, sehingga mempengaruhi kekuatan, keuletan, dan ketangguhan logam tidak mulia. Perlakuan panas selanjutnya harus dilakukan untuk mengembalikan sifat mekanik dari pengecoran. Pengelasan cor telah menjadi penting untuk perakitan besar mesin dan struktur di mana konfigurasi kompleks atau ukuran casting dapat mencegah pengecoran bagian secara ekonomis di satu lokasi. Baja tuang memiliki aplikasi penting di pertambangan, pabrik kimia, ladang minyak, konstruksi berat, dan peralatan untuk kereta api.
- Stainless Steel: Pengecoran stainless steel melibatkan pertimbangan yang mirip dengan baja. Stainless steel umumnya memiliki rentang pembekuan yang panjang dan titik leleh yang tinggi. Mereka dapat mengembangkan beberapa struktur, tergantung pada komposisinya dan parameter pemrosesan. Cor stainless steel tersedia dalam berbagai komposisi, dan mereka dapat diberi perlakuan panas dan dilas. Produk cor stainless steel memiliki ketahanan panas dan korosi yang tinggi, terutama di industri kimia dan makanan.
Sisi Ekonomi dari Pengecoran
Seperti halnya dengan semua proses manufaktur, biaya setiap bagian cor tergantung pada beberapa faktor, termasuk bahan, peralatan, dan tenaga kerja. Dari berbagai proses pengecoran, beberapa membutuhkan lebih banyak tenaga kerja daripada yang lain, beberapa membutuhkan cetakan dan mesin yang mahal, dan beberapa membutuhkan banyak waktu untuk menghasilkan coran. Masing-masing faktor individu ini dengan demikian mempengaruhi keseluruhan biaya operasi pengecoran untuk berbagai tingkat. Biaya produk terdiri dari biaya bahan, tenaga kerja, perkakas, dan peralatan. Persiapan untuk pengecoran produk termasuk produksi cetakan dan die yang membutuhkan bahan mentah, waktu, dan tenaga—semuanya juga mempengaruhi produk biaya.

Biaya juga terlibat dalam peleburan dan penuangan logam cair ke dalam cetakan dan dalam perlakuan panas, pembersihan, dan pemeriksaan coran. Perlakuan panas adalah bagian penting dari produksi banyak kelompok paduan (terutama coran besi) dan diperlukan untuk menghasilkan sifat mekanik yang lebih baik. Namun, perlakuan panas juga memperkenalkan serangkaian masalah produksi lainnya (seperti pembentukan kerak pada pengecoran permukaan dan lengkungan bagian) yang dapat menjadi aspek penting dari biaya produksi. Tenaga kerja dan keterampilan yang dibutuhkan untuk operasi ini dapat sangat bervariasi, tergantung pada proses tertentu dan tingkat otomatisasi dalam pengecoran. Investment casting, misalnya, membutuhkan banyak tenaga karena banyak langkah yang terlibat dalam operasi, meskipun beberapa otomatisasi dimungkinkan, seperti dalam penggunaan robot, sedangkan operasi seperti die-casting yang sangat otomatis proses dapat mempertahankan tingkat produksi yang tinggi dengan sedikit tenaga kerja yang dibutuhkan.
>> KLIK DI SINI UNTUK MEMBACA ARTIKEL SEPUTAR TEKNOLOGI MANUFAKTUR LAINNYA!
Kontributor: Daris Arsyada
Sumber:
Kalpakjian, Serope dan Schmid, Steven R. (2009). Manufacturing Engineering and Technology (6th ed). New Jersey: Prentice Hall.


Leave a Reply
Want to join the discussion?Feel free to contribute!