Milling, Broaching, Sawing, dan Filing

Selain memproduksi suku cadang dengan berbagai profil bulat eksternal atau internal, operasi permesinan dapat menghasilkan banyak bagian lain dengan bentuk yang lebih kompleks. Bukan hal yang aneh bahwa bentuk kompleks perlu diproduksi dengan toleransi yang sangat dekat dan permukaan akhir yang halus. Meskipun proses seperti die casting dan presisi penempaan dapat mencapai tujuan seperti itu sampai tingkat tertentu, seringkali perlu untuk melakukan permesinan rumit untuk mencapai persyaratan desain.
Milling dan Perlengkapannya
Milling mencakup sejumlah operasi pemesinan yang sangat serbaguna yang terjadi di berbagai konfigurasi dengan menggunakan pemotong multigigi yang menghasilkan sejumlah chip dalam satu putaran. Berikut ini adalah macam-macam konfigurasi umum dari milling:
- Peripheral milling: sumbu rotasi pemotong sejajar ke permukaan benda kerja. Body pemotong, yang umumnya terbuat dari baja high speed, memiliki sejumlah gigi di sepanjang kelilingnya; setiap gigi bertindak seperti alat pemotong satu titik.
- Face milling: pemotong dipasang pada poros yang memiliki sumbu rotasi tegak lurus ke permukaan benda kerja dan menghilangkan material
- End milling: Serbaguna dan dapat menghasilkan berbagai profil dan permukaan melengkung. Pemotong memiliki shank lurus (untuk ukuran pemotong kecil) atau shank meruncing (untuk ukuran lebih besar) dan dipasang ke spindel mesin milling. Pemotong biasanya berputar pada sumbu yang tegak lurus terhadap permukaan benda kerja, dan juga dapat dimiringkan agar sesuai dengan permukaan yang meruncing atau melengkung.
Komponen Utama
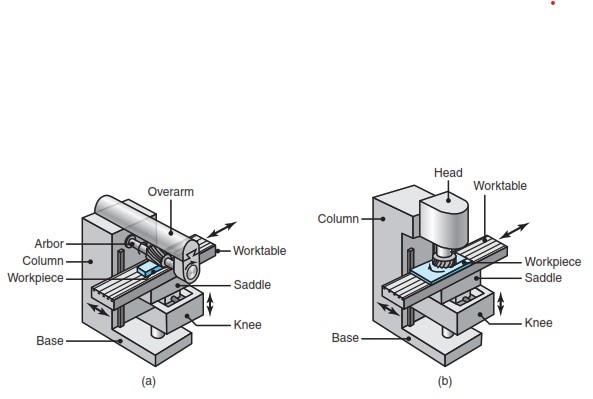
Komponen dasar dari mesin milling adalah sebagai berikut:
- Meja kerja: tempat benda kerja dijepit menggunakan slot-T. Meja bergerak memanjang relatif terhadap saddle.
- Saddle: menopang meja dan dapat bergerak dengan arah melintang.
- Knee: menopang sadel dan memberi meja gerakan vertikal sehingga kedalaman potong dapat disesuaikan dan benda kerja dengan berbagai ketinggian dapat diakomodasi.
- Overarm: digunakan pada mesin horizontal; dapat disesuaikan untuk mengakomodasi yang berbeda panjang punjung.
- Head: berisi pemegang spindel dan pemotong. Pada mesin vertikal, head dapat fixed atau dapat disesuaikan secara vertikal, dan dapat diputar dalam bidang vertikal pada kolom untuk memotong permukaan runcing.
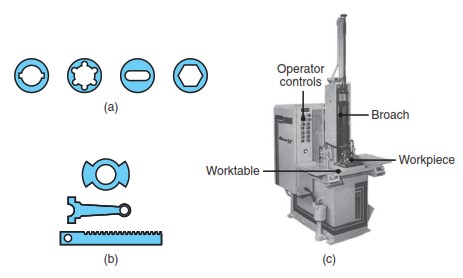
Broaching
Broaching mirip dengan membentuk dengan pemotong bergigi banyak dan digunakan untuk permesinan permukaan internal dan eksternal, seperti lubang lingkaran, persegi, atau bentuk tidak teratur; alur pasak; gigi roda gigi internal; beberapa lubang spline; dan permukaan datar. Total kedalaman material yang dihilangkan dalam satu langkah kerja mesin adalah jumlah kedalaman potongan setiap gigi dari broaching. Broaching besar bisa melepaskan material sedalam 38 mm (1,5 in.) dalam satu langkah. Broaching penting untuk proses produksi dan dapat menghasilkan bagian dengan permukaan dan dimensi yang tepat. Proses ini bersaing baik dengan proses lain (seperti boring, milling, shaping, dan reaming) untuk menghasilkan bentuk yang serupa. Meskipun broaching mahal, harganya sesuai dengan kemampuan produksi dalam jumlah tinggi.

Sawing
Sawing / menggergaji adalah proses umum yang dimulai sekitar 1000 SM. Alat pemotongnya adalah bilah (gergaji) memiliki serangkaian gigi kecil, masing-masing gigi menghilangkan sejumlah kecil bahan dengan setiap langkah atau gerakan gergaji. Proses ini dapat digunakan untuk semua bahan logam dan non-logam dan mampu menghasilkan berbagai bentuk. Sawing adalah proses penghilangan massa yang efisien dan dapat menghasilkan bentuk yang hampir bersih dari bahan baku. Lebar potong (garitan) dalam menggergaji biasanya kecil. Dengan demikian, prosesnya hanya menghabiskan sedikit material.

Filling
Filling melibatkan penghilangan material dalam skala kecil dari permukaan, sudut, tepi, atau lubang—termasuk menghilangkan bekas gerinda. Pertama kali dikembangkan sekitar 1000 SM, filling biasanya terbuat dari baja yang dikeraskan dan tersedia dalam berbagai penampang, seperti: datar, bulat, setengah bulat, persegi, dan segitiga. Filling dapat memiliki banyak bentuk gigi dan tingkat kekasaran. Meskipun filling biasanya dilakukan dengan tangan, mesin filling dengan fitur otomatis tersedia untuk tingkat produksi tinggi, dengan filling bolak-balik hingga 500 langkah / menit.
>> KLIK DI SINI UNTUK MEMBACA ARTIKEL SEPUTAR TEKNOLOGI MANUFAKTUR LAINNYA!
Kontributor: Daris Arsyada
Sumber:
Kalpakjian, Serope dan Schmid, Steven R. (2009). Manufacturing Engineering and Technology (6th ed). New Jersey: Prentice Hall.


Leave a Reply
Want to join the discussion?Feel free to contribute!